






Mejore el rendimiento de la electrónica con una membrana de ventilación protectora impermeable y transpirable de ePTFE
Especificaciones del producto
| Película impermeable y transpirable | ||||||||||
| Especificación | ||||||||||
| M.PN | WEP | Flujo de aire @ 70 mbar | Espesor mm | Color | oleofóbico | Clasificación del IP | Temperatura | |||
| SR132 | 10 psi | 4000-5000 ml/min/cm² | 0,12-0,14 | Blanco | IP67/IP68 | -40~125℃ | ||||
| SR135 | 14,5 psi | 3500-4000ml/min/cm² | 0,12-0,15 | Blanco | IP67/IP68 | -40~125℃ | ||||
| SR450 | 21 psi | 1000-2000ml/min/cm² | 0,15-0,2 | Blanco | IP68 | -40~125℃ | ||||
| SR452 | 14,5 psi | 1000-2000ml/min/cm² | 0,12-0,16 | Blanco | IP67/IP68 | -40~125℃ | ||||
| SR455 | 21 psi | 800-1300ml/min/cm² | 0,15-0,2 | Blanco | 6 | IP68/IP69K | -40~125℃ | |||
| SR457 | 14,5 psi | 1300-1600ml/min/cm² | 0,15-0,2 | Blanco | 7 | IP67/IP68 | -40~125℃ | |||
| SR458 | 29psi | 1000-1700ml/min/cm² | 0,17-0,22 | Blanco | IP67/IP68 | -40~125℃ | ||||
| SW001W/B | 43,5 psi | 200-300ml/min/cm² | 0,15-0,2 | PESO/GY | IP67/IP68 | -100 ~ 250 ℃ | ||||
| SW002 | 58 psi | 100-200ml/min/cm² | 0,25-0,3 | Gris | 6 | IP67/IP68 | -100 ~ 250 ℃ | |||
| SD221 | 80 psi | 800-1000ml/min/cm² | 0,15-0,2 | Blanco | IP67/IP68 | -40~125℃ | ||||
| Troquelado | columnas | Filas | Ancho del transportador: mm | Número de pieza | ||||||
| OD*ID | Serie SR | Serie SD | Serie SP | Serie SW | ||||||
| 2,8*1,0 | 10 | 20 | 50 | 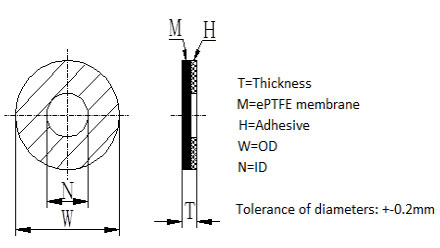 | ||||||
| 7,5*3,0 | 8 | 20 | 80 | |||||||
| 8,0*3,0 | 8 | 20 | 80 | |||||||
| 10,2*5,5 | 5 | 10 | 60 | |||||||
| 12,0*5,0 | 5 | 10 | 70 | |||||||
| 12,5*5,0 | 6 | 10 | 75 | |||||||
| 13,0*6,0 | 6 | 10 | 75 | |||||||
| 14,0*7,0 | 5 | 10 | 75 | |||||||
| 16,0*8,0 | 4 | 10 | 80 | |||||||
| 18,0*10,0 | 4 | 10 | 80 | |||||||
| 19,1*8,9 | 4 | 10 | 85 | |||||||
| 20,0*10,0 | 4 | 10 | 90 | |||||||
| 22,0*12,0 | 4 | 10 | 100 | |||||||
| 29,0*20,0 | 3 | 10 | 95 | |||||||
| 35,0*20,0 | 2 | 10 | 75 | |||||||
| 40,0*19,5 | 5 | 10 | 120 | |||||||
Características y ventajas del producto
1.Impermeable y transpirable:La membrana ePTFE combina las propiedades únicas de ser impermeable y transpirable.Forma una barrera impenetrable contra líquidos al tiempo que permite el paso de la humedad y el aire, asegurando una excelente protección sin comprometer el rendimiento.
2.Equilibrio diferencial de presión:La membrana mantiene un diferencial de presión equilibrado entre los entornos interno y externo de los dispositivos electrónicos.Esto evita la entrada de agua y otros contaminantes y al mismo tiempo garantiza que la presión interna esté adecuadamente igualada.
3.Resistencia a la corrosión química:La membrana ePTFE proporciona una excelente resistencia a la corrosión química, protegiendo los componentes electrónicos sensibles de los efectos dañinos de los productos químicos y disolventes que se encuentran comúnmente en diversas industrias.
4.Resistencia a altas temperaturas:Diseñada para soportar altas temperaturas, la membrana ePTFE protege los componentes electrónicos de daños relacionados con el calor.Actúa como una barrera térmica eficaz, manteniendo la integridad del dispositivo incluso en condiciones operativas extremas.
5.Protección UV:Con sus propiedades de bloqueo de los rayos UV, la membrana ePTFE protege los dispositivos electrónicos de los efectos nocivos de la radiación solar.Esto evita la degradación, el color amarillento y el deterioro del rendimiento, lo que garantiza una eficiencia duradera del dispositivo.
6.Resistencia al polvo y al aceite:La membrana ePTFE bloquea eficazmente las partículas de polvo y repele el aceite, lo que mejora la longevidad y confiabilidad de los dispositivos electrónicos, especialmente en entornos propensos a la acumulación de polvo o contaminación por aceite.

Aplicaciones de productos
La membrana de ventilación protectora impermeable y transpirable de ePTFE se adapta a una amplia gama de aplicaciones, que incluyen:
1.Productos de audio impermeables y transpirables:Garantice el rendimiento óptimo de auriculares, micrófonos y parlantes protegiéndolos del ingreso de agua, humedad y polvo.
2.Industria electrónica:Proteja sensores, equipos submarinos e instrumentos de prueba del agua, productos químicos, altas temperaturas y contaminantes ambientales.
3.Industria automotriz:Proteja las luces del automóvil, los componentes de la ECU y los dispositivos de comunicación del agua, el polvo, la radiación UV y la infiltración de aceite.
4.Productos para exteriores:Mejore la durabilidad y confiabilidad de las lámparas para exteriores, los relojes deportivos y otros dispositivos electrónicos para exteriores protegiéndolos del agua, el polvo y el aceite.




